NIE SĄ POTRZEBNE TRÓJNIKI
Formowanie trójników = Rozgałęzianie rur = Formowanie kołnierzy
Formowanie odgałęzienia rury – czyli łączenia rury rozgałęźnej z rurą obrabianą metodą T-DRILL, nazywane jest również formowaniem kołnierza. Ponieważ trójnik jest wykonany z rury bazowej, nie są potrzebne kosztowne trójniki. Zamiast trzech połączeń spawanych jest tylko jedno!
Zalety metody T-DRILL:
- Obniżenie kosztów produkcji nawet o 80%
- Brak kosztownych zapasów magazynowych
- Mniej zmarnowanego materiału
- Znacznie krótsze czasy wykonania pracy
- Większa wytrzymałość produktu, lepsza charakterystyka przepływu i lutowania
- Tylko jedno połączenie lutowane zamiast trzech
- Ma zastosowanie do prawie wszystkich materiałów ciągliwych, w tym stali nierdzewnej, CuNi, stopów aluminium i miedzi
Metoda T-DRILL została opracowana w latach siedemdziesiątych XX wieku. Pomysł, że rury i przewody rury można znacznie szybciej i taniej rozgałęziać do produktów końcowych o większej wytrzymałości i wyższej jakości, był równie rewolucyjny, co prosty, i był jedną z głównych innowacji w tej dziedzinie.
Ponieważ trójnik jest wykonany z rury bazowej, nie są potrzebne kosztowne trójniki. Zamiast trzech połączeń spawanych jest tylko jedno. Oszczędza to czas, a całkowite koszty są znacznie niższe. Konstrukcja wzmacnia również rurę i zapewnia lepszą charakterystykę przepływu.
Formowanie odgałęzienia rury – czyli łączenia rury rozgałęźnej z rurą obrabianą metodą T-DRILL, nazywane jest również formowaniem kołnierza. Połączenie może być wykonane przez lutowanie (= złącze zakładkowe) lub przez spawanie (złącze doczołowe).
PORÓWNANIE
Złącza spawane w porównaniu z produktami uzyskanymi przez formowanie kołnierzy i wywijanie obrzeży za pomocą maszyn T-DRILL:
PORÓWNANIE
Welded Fittings vs T-DRILL Collaring & Flanging

POŁĄCZENIE LUTOWANE
Metoda formowania kołnierzy T-DRILL
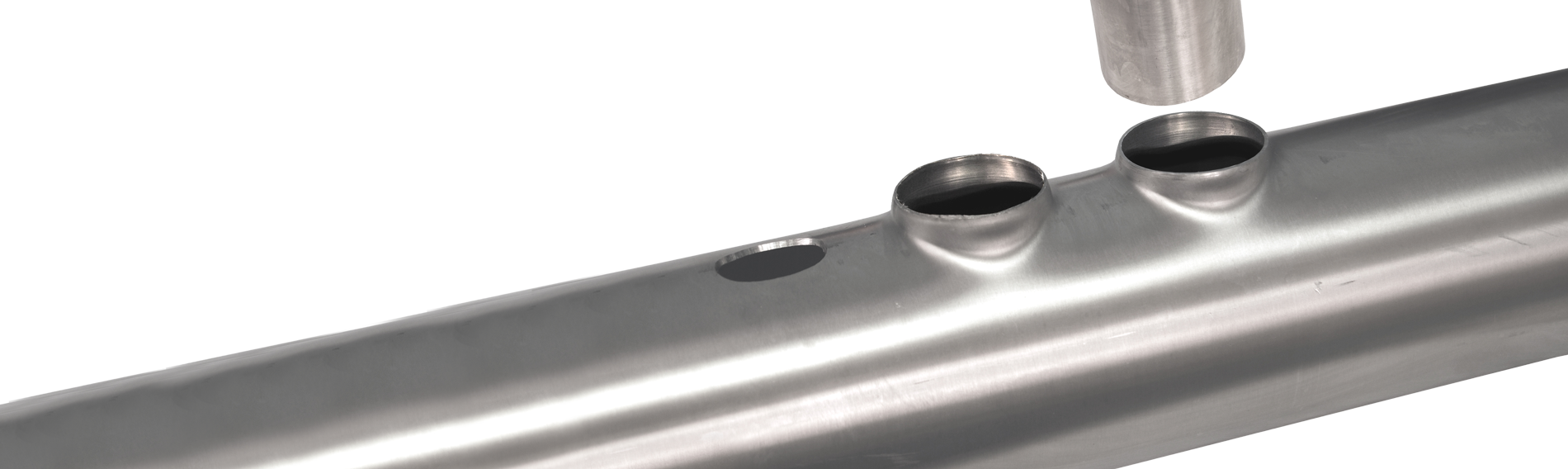
Etapy procesu: W celu wykonania połączenia zakładkowego w ścianie rury za pomocą głowicy formowania kołnierza wiercony jest okrągły otwór. Po przebiciu ścianki rury dwa sworznie formujące są wysuwane z wiertła. Następnie głowica formowania kołnierza automatycznie wycofuje się z głównej rury obrabianej i formuje kołnierz dla rury rozgałęźnej.
Rura rozgałęźna znajduje się wewnątrz kołnierza. Na koniec połączenie jest finalizowane lutowaniem.
Uchwyt do lutowania, stopka lub wgłębienie (ogranicznik głębokości) na końcu rury zapewniają, że rura będzie wnikać na odpowiednią głębokość do rury obrabianej.
Formowanie trójników – Rozgałęzianie rur – Formowanie kołnierzy
Aby uzyskać maksymalną wytrzymałość połączenia, wymagana wysokość kołnierza (tj. odległość zachodzenia) musi być trzykrotnie większa od grubości ścianki rury rozgałęźnej. Zazwyczaj złącza zakładkowe są stosowane w rurach o małej średnicy, takich jak te stosowane w przemyśle HVAC, motoryzacyjnym i innych.
Czas potrzebny do wykonania wylotu metodą T-DRILL waha się od sekund do kilku minut, w zależności od średnicy rury i jej materiału. Cały proces formowania kołnierza odbywa się po zewnętrznej stronie rury, w odróżnieniu od tradycyjnych metod, w których narzędzia są wkładane do rury, co sprawia, że oprzyrządowanie jest trudne do zlokalizowania szczególnie w długich rurach.
Our most popular products for brazed joints



POŁĄCZENIE SPAWANE DOCZOŁOWO
Metoda formowania kołnierzy T-DRILL
Złącze spawane doczołowo jest zwykle stosowane w rurociągach technologicznych i cięższych zastosowaniach przemysłowych. Zapewnia ono lepszą jakość powierzchni wewnętrznej, co jest potrzebne, gdy ważna jest dobra charakterystyka przepływu i czystość. W procesie formowania kołnierzy T-DRILL powstają wyjścia do połączeń rozgałęzień bezpośrednio z materiału obrabianego.
Proces, począwszy od wycinania otworów do przycinania kołnierzy, odbywa się na jednym stanowisku pracy w jednym ustawieniu z zewnątrz rury. Nie jest potrzebny dostęp do rury od jej końca.
Proces T-DRILL jest opatentowaną metodą produkcji wyjść do połączeń rozgałęzionych. Rozgałęzianie rur metodą T-DRILL nazywane jest również formowaniem kołnierzy lub mechanicznym formowaniem trójników. Prosty termin „trójnik T-DRILL” jest nierzadko używany do nazwania wyniku końcowego.
Najpierw frezowany jest eliptyczny otwór w rurze. Ponieważ w obszarze „zacisku” potrzeba więcej materiału, aby uzyskać dobrą wysokość kołnierza do spawania doczołowego, jako otwór pilotażowy w połączeniu zakładkowym stosuje się otwór eliptyczny, a nie okrągły. Po wykonaniu otworu pilotowego sworznie formujące głowicy formowania kołnierza są wydłużane i kołnierz jest formowany. Pomaga w tym automatyczne smarowanie i zoptymalizowane formowanie. Następnie kołnierz jest przycinany na żądaną wysokość i rura rozgałęźna jest łączona z rurą obrabianą poprzez zgrzewanie doczołowe.
Typowe obszary zastosowań to przetwórstwo spożywcze, przemysł farmaceutyczny, celulozowo-papierniczy, rurociągi ciepłownicze, systemy rurociągów ze stali nierdzewnej, uzdatnianie wody, przemysł stoczniowy oraz konwencjonalne i atomowe łodzie podwodne.
Our most popular products for butt welded joints






