T-PARÇALARINA IHTIYAÇ YOKTUR
Tee Forming = Pipe Branching = Collaring
T-DRILL yöntemi kullanarak boru branşmanı oluşturma – yani bir boruyu işletilen boruya bağlama – işlemi yaka açma olarak da adlandırılır. T dirsek ana borudan imal edildiği için, masraflı T-parçalarına ihtiyaç yoktur. Üç bağlantı yerine sadece bir tane bağlantı vardır!
T-DRILL metodunun avantajlari:
- Üretim maliyetinde %80’e varan azalma
- Masraflı stoklama yoktur
- Daha az atık malzeme
- Belirgin derecede daha hızlı iş yapma süresi
- Geliştirilmiş ürün kuvveti, akış ve lehimleme özellikleri
- Üç yerine sadece bir sert lehimli bağlantı
- Paslanmaz çelik, CuNi, alüminyum alaşımları ve bakır dahil olmak üzere şekillendirilebilir malzemelerin neredeyse tamamına uygulanabilir.
T-DRILL metodu 1970’lerde geliştirilmiştir. Boruların daha güçlü ve daha kaliteli nihai ürünlere branşman oluşturularak çok daha hızlı ve düşük maliyetli bir biçimde getirilebileceği fikri çok basit olduğu kadar devrim niteliğindeydi ve bu alandaki en büyük yeniliklerden biriydi.
T dirsek ana borudan imal edildiği için, masraflı T-parçalarına ihtiyaç yoktur. Üç bağlantı yerine sadece bir tane bağlantı vardır. Bu durum zaman kazandırır ve toplam maliyetler bir hayli düşüktür. Yapım işlemi ayrıca boruyu güçlendirir ve daha iyi akış özellikleri sağlar.
Bağlantı sert lehimleme (= bindirmeli bağlantı) veya kaynak (alın bağlantısı) işlemleri ile tamamlanabilir.
KARŞILAŞTIR
Comparing two methods of pipe and tube branching – the traditional way and the T-DRILL METHOD :
KARŞILAŞTIRMA
Kaynaklı Bağlantılara karşı T-DRILL Yaka Açma ve Kenar Kıvırma

SERT LEHIMLI BAĞLANTI
T-DRILL yaka açma metodu
Bindirmeli bağlantı prosesi için bir yaka açma kafası kullanılarak boru duvarında bir yuvarlak delik açılır. Boru duvarına girildikten sonra, matkap ucundan iki şekillendirme pimi uzatılır. Yaka açma kafası ardından ana borudan otomatik olarak geri çekilir ve branşman boru için bir yaka oluşturur.
Branşman boru yaka içerisine yerleştirilir. Son olarak bağlantı sert lehimleme işlemi ile tamamlanır.
Borunun ucundaki bir lehimleme fikstürü, bir tel veya yuva (derinlik takozu) branşman borunun işletilen boru üzerinde doğru derinliğe girmesini sağlar.
Tee Forming – Pipe Branching – Collaring
Maksimum bağlantı gücünü elde etmek için gerekli yaka yüksekliği (yani bindirme mesafesi) branşman boru et kalınlığının üç katı olmalıdır. Normalde bindirmeli bağlantılar, HVAC, otomotiv ve diğer sektörlerde kullanılanlar gibi küçük çaplı boru uygulamalarında kullanılır.
T-DRILL yöntemi kullanılarak bir çıkış ağzı yapmak için gereken süre boru çapı ve malzemesine bağlı olarak saniyelerle bir kaç dakika arasında değişir. Takımların borulara sokulduğu, özellikle uzun borularda takımları yerleştirme işlemini zorlaştıran, klasik yöntemlerin aksine tüm yaka açma prosesi borunun dış kısmında yürütülür.
Our most popular products for brazed joints



ALIN KAYNAKLI BAĞLANTI
T-DRILL yaka açma metodu
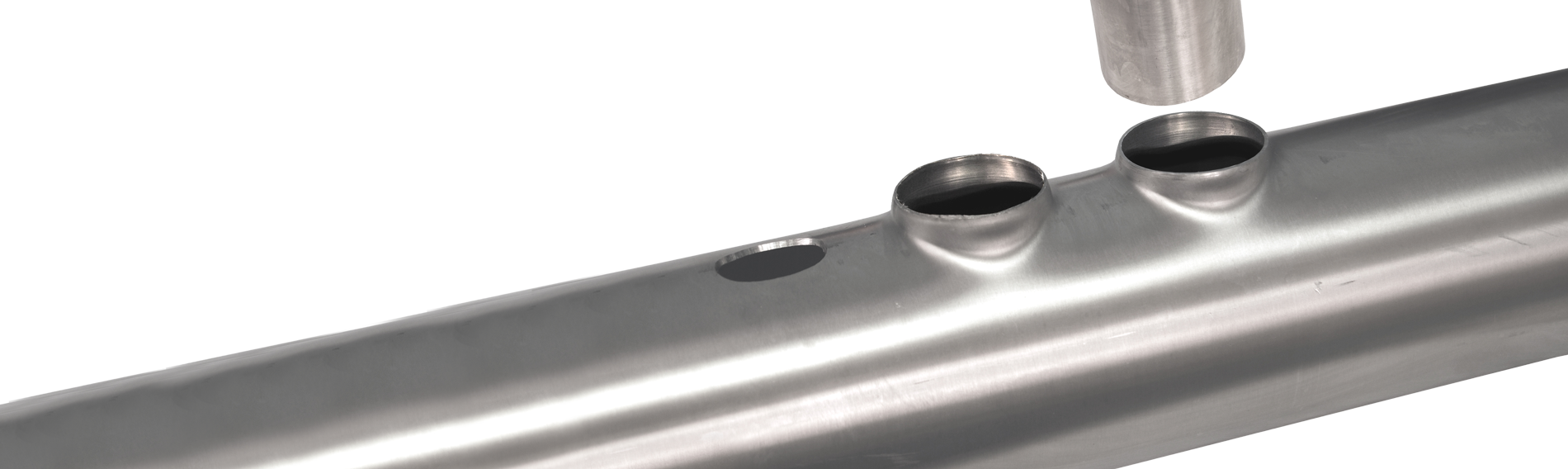
Alın kaynaklı bağlantı genellikle proses borulama işlerinde ve daha ağır endüstriyel uygulamalarda kullanılır. Yüzeyin iç kısmında daha iyi bir kalite sağlar, bu durum iyi akış özellikleri ve temizliğin önemli olduğu zamanlarda gereklidir. T-DRILL yaka açma prosesi branşman bağlantıları için doğrudan işletilen malzemeden çıkış ağızları üretir.
Delik kesmeden yaka düzeltmeye kadar olan proses tek bir çalışma istasyonunda tek bir ayarlama ile borunun dışında yürütülür. Borunun ucundan borunun içine erişim gerekmez.
T-DRILL prosesi, patentli bir branşman bağlantılarına çıkış ağızları oluşturma yöntemidir. T-DRILL yöntemi tarafından gerçekleştirilen boru branşmanı oluşturma işlemi ayrıca yaka açma veya mekanik T dirsek oluşturma olarak da adlandırılır. Basit “T-DRILL T dirsek” terimi son ürün için az rastlanır bir kullanım değildir.
İlk başta boruda eliptik bir delik açılır. Alın kaynağı işleminde iyi bir yaka yüksekliği elde etmek amacıyla “etriye” bölgesinde daha fazla malzemeye ihtiyaç olduğu için, bindirmeli bağlantıda kılavuz delik olarak yuvarlak yerine eliptik bir delik kullanılır. Kılavuz delik açıldıktan sonra, yaka açma kafasının şekillendirme pimleri uzatılır ve yaka oluşturulur. Bu işleme otomatik yağlama ve optimize edilmiş şekillendirme işlemleri destek olur. Ardından yaka istenilen yüksekliğe göre düzeltilir ve branşman boru işletilen boruya alın kaynağı ile bağlanır.
Tipik uygulama alanları gıda işleme, eczacılık, kağıt hamuru ve kağıt endüstrisi, merkezi ısıtma boruları, paslanmaz çelik boru sistemleri, su arıtma, gemi yapım, konvansiyonel ve nükleer deniz altı yapım sektörleridir.
Our most popular products for butt welded joints






