NO T-PIECES NEEDED
Tee Forming = Pipe Branching = Collaring
Connecting a branch pipe to a run pipe using the T-DRILL method is also called collaring. As the tee is fabricated from the basic tube, no costly T-pieces are needed. Instead of three joints, there is only one joint!
Advantages of the T-DRILL METHOD:
- Production cost reductions of up to 80%
- No costly inventories
- Improved flow characteristics
- Remarkably faster through-put times and less wasted material
- Only one weld joint instead of three
- Applicable to almost all malleable materials including stainless steel, CuNi, aluminum alloys, and copper
Tee Forming – The T-DRILL method was developed in the 1970s. The idea that pipes and tubes could be branched much more quickly and cost-effectively into end products of greater strength and higher quality was as revolutionary as it was simple, and one of the major inventions in the field.
As the tee is fabricated from the basic tube, no costly T-pieces are needed. This saves a lot of time and means considerably lower total costs. The construction also makes the tube stronger and provides for better flow characteristics.
The joint can be completed by brazing (lap joint) or by welding (butt joint).
COMPARE
Comparing two methods of pipe and tube branching – the traditional way and the T-DRILL METHOD :
COMPARISON
Welded Fittings vs T-DRILL Collaring & Flanging

BRAZED JOINT
T-DRILL Collaring Method
The collaring process is slightly different for brazing (lap joint) and welding (butt joint). For the lap joint process, a round hole is drilled in the pipe wall using a collaring head. After the tube wall is penetrated, two forming pins are extended from the drill bit. The collaring head then automatically withdraws from the main run pipe and forms a collar in readiness for the branch tube. The branch tube is located within the collar and finally the joint is completed by brazing. A brazing fixture, a bead or dimple (depth stop), on the tube end ensures that the tube will penetrate to the correct depth on the run tube.
Tee Forming – Pipe Branching – Collaring
The required collar height (i.e. lapping distance) must be three times the branch tube wall thickness to get the maximum joint strength. Normally lap joints are used on small-diameter tubing applications, such as used in the HVAC, automotive, and other industries.
The time needed for making an outlet using the T-DRILL method varies from seconds to minutes, depending on the tube diameter and pipe material used. The complete collaring process is carried out on the outside of the pipe, as opposed to traditional methods in which tools are inserted into the pipe, which makes the tooling difficult to locate when long lengths of pipe are required.
Our most popular products for brazed joints



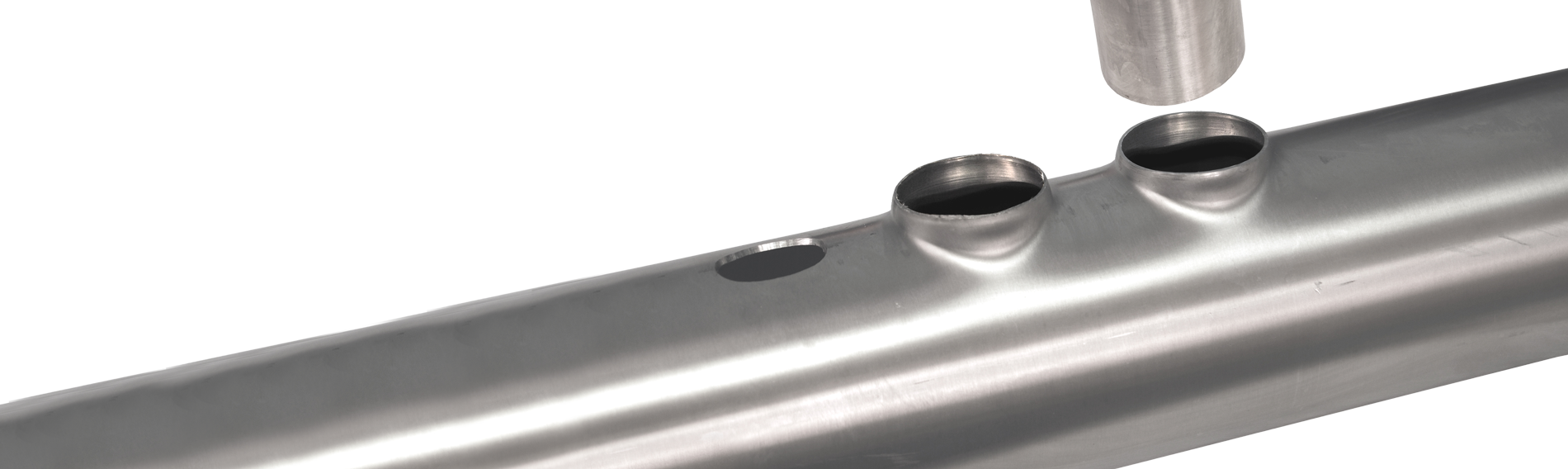
BUTT WELDED JOINT
T-DRILL Collaring Method
Butt welded joint is typically used in the process piping and heavier industrial applications. It provides a better quality inside surface, which is needed, where good flow characteristics and cleanliness are important. The T-DRILL collaring process is a method of producing outlets for branch connections directly from the run material.
The process from hole cutting to collar trimming is carried out in a single workstation in one set-up from the outside of the pipe. No access into the pipe is needed from the end of the pipe.
The T-DRILL process is a patented method of producing outlets for branch connections. Pipe branching by the T-DRILL method is also called collaring, mechanical tee forming, or simple T-DRILL tees.
First, an elliptical hole is milled in the pipe. Since more material is needed in the “stirrup” area to get a good collar height for butt welding, an elliptical hole is used as a pilot hole rather than a round hole, which is used in the lap joint. After the pilot hole is made, the forming pins of the collaring head are extended and the collar is formed. This is aided by automated lubrication and optimized forming. Then the collar is trimmed to the desired height and the branch pipe is connected to the run pipe by butt welding.
Typical application areas are in food processing, pharmaceutical, pulp and paper industry, stainless steel piping systems, water treatment, shipbuilding, and conventional and nuclear submarines.
Our most popular products for butt welded joints






